

Introduction: Bicycle Frame Building Jig








In Portland I learned to build using an Arctos jig. The simplistic, functional and approachable design seemed like an obvious choice for me. I scoured the internet for photos of bicycle frame jigs, in particular Arctos jigs. A handful of people have posted photos of Arctos style jigs that they have built. Alex Wettmore built a very close replica he called the “Arctos Clone Frame Fixture”. His photos and descriptions were helpful and inspiring.
With the Arctos model at the core of my design I started out to make changes to suit my specific needs. Some of the changes I wanted to implement included the option of simple attachments to make a tandem frame as well as room for extra long chain stays (for cargo bikes). The room for long chain stays was easy. I simply left the main spine of the jig as long as possible. I will discuss the the tandem attachment I came up with later in this instructable.
I designed specific parts of my jig as I built them. I prototyped as I constructed so you wouldn’t have to. I did not draw the entire jig in CAD. I used a variety of specific drawings and views to produce everything. I have attached all my CAD files both as original technical drawings and dimensioned labeled PDFs. This instructable will be broken down in to one step for each sub assembly of the Jig.
HT - Head Tube
ST - Seat Tube
TT - Top Tube
DT - Down Tube
BB - Bottom Bracket
CS - Chain Stay
SS - Seat Stay

Step 1: Supplies and Tools





Aluminum Extrusions:
I decided to build the majority of my jig using 80/20 brand extrusions. There are a variety of aluminum extrusions available, Arctos jigs use Item brand extrusions.
Because many bicycle dimensions are given in metric, and I think it is a better system, I went with Metric extrusions. I went with the 40 series metric extrusions.
A little information I learned about 80/20:
80/20 comes in a variety of metric and SAE sizes. Their naming system give the distance between channels on all extrusions in that series. For example metric 40 series is 40mm between channels and the 1.5 series (the approx. metric equivalent to the 40 series) is 1.5 inches between channels. The individual extrusion options are named for their dimensions. 40-40 (the skinniest option in the 40 series) is 40mm x 40mm. It has one channel in the center of each face (20mm from each side). The 80-40 series is 40mm x 80mm. The 80mm face has two channels and the 40mm face has one channel. Each extrusion series is designed to use a specific hardware. 40 series is made for M8 bolts. The channels take M8 bolts and the end holes are the right diameter to be tapped for M8 threading. Therefor I used almost exclusively M8 bolts for this project. Detailed CAD drawings of lots of the available 80/20 extrusions can be found on McMaster Carr. However, McMaster did not have all the specific extrusions that I wanted so I ordered all of my 80/20 on Amazon.
See the attached .pdf of all the specific extrusions I purchased (as well as what lengths I used).
Aluminum Stock:
The specific parts that I milled were almost entirely 6061 aluminum. It is fairly light, fairly cheap and I had access to lots of scrap. I used flat stock from 1/4” up to 1 1/2” and round stock with a diameter of 1.5”. I also used some 3”x3” angle aluminum (1/4" thick).
Handles and Hardware:
I bought all my hardware from McMaster Carr.
Other:
I bought dummy axles from the United Bicycle Institute. Note: My Jig is designed to work with the specific dimensions of these dummy axles, modify yours if you use different dummy axles.
Tools (at least some of the important ones):
Bridgeport 1 Series Manual Vertical Mill for milling parts
Sharp Manual Lathe for making cones and BB shell mount
Omax Waterjet for cutting parts from stock
Cold saw for cutting stock and 80/20
Horizonal and Vertical Band Saws for cutting stock
Step 2: The Spine















As I mentioned in the introduction, I wanted to keep the main spine long enough for long chain stays. The longer the main spine the longer chain stays you can make. The length of the main spine is very roughly the max chain stay length plus the max effective top tube length you want to make. (this simple approximation does not account for BB drop, HT and ST angle or the width of the vertical spine piece but it is adequate).
A size large Surly Big Dummy has chain stays that are 827mm long and an effective top tube length of 614mm. With my simple formula that gives a spine length of 1441mm. The longest pre-cut piece of 80 - 160 extrusion that I could find came in a 1220 length. I bought this piece and left it uncut.
The vertical spine is made of 80 - 80 extrusion. It needs to be long enough to allow the head tube to be held at various heights. Head tube height is not a primary measurement from frame design. However, with the Arctos design it is used to set up the jig for a particular frame. I decided on 700mm for the vertical spine. This should allow me to build bikes as large as I will need to. Because head tube height is a measurement used for setting up the jig, I wanted to inlay a measuring device. I ordered adhesive backed metric measuring tape from McMaster Carr. I used the Bridgeport mill to mill a grove of the same width as the tape up the majority of the vertical spine. Alignment of this tape is based on the Head tube assembly, I will discuss it further in that section.
Attaching the vertical spine to the main/horizontal spine was done with specific hardware. Get the right size for your extrusions. To use this hardware you need to drill a hole though the vertical spine so you can get a hex wrench in there. You can cut the holes through only to the center of the vertical spine and use a ratchet in the cramped space or you can drill all the way through so you can use a straight wrench with a convenient handle from the outside. I drilled all they way through. These holes don’t have to be tremendously accurate especial if you drill larger diameter holes so the wrench fits loosely. There are 8 possible holes in the end of the main spine that can be used to attach the vertical spine. I decided to just use the outermost 4. You must place the holes in the vertical spine so they line up with the holes in the main spine. I measured the location of these 4 holes in the end of the main spine with calipers. I measured, marked and center punched their corresponding location on either side of the vertical spine. I drilled from each side through to the center, that way I didn’t need a 80+mm long drill bit. I used a bit diameter with plenty of space for the 6mm hex wrench (my M8 bolts use a 6mm hex).
Ensure the end of the main spine is cut square to its channels so that the vertical channels, once attached, will be perpendicular to the horizontal channels. This could be hard to do with such a large piece of aluminum extrusion... Thankfully mine came square enough from the dealer. Now tap the end holes on the edge of the main spine you will attach the vertical spine to. As I mentioned earlier the 80/20 is ready for a specific tap, in my case M8 x 1.25.
Slide the hardware in and sequentially tighten it down. Before you snug it up make sure the face of the two spine pieces are flush and they are perpendicular to one another.
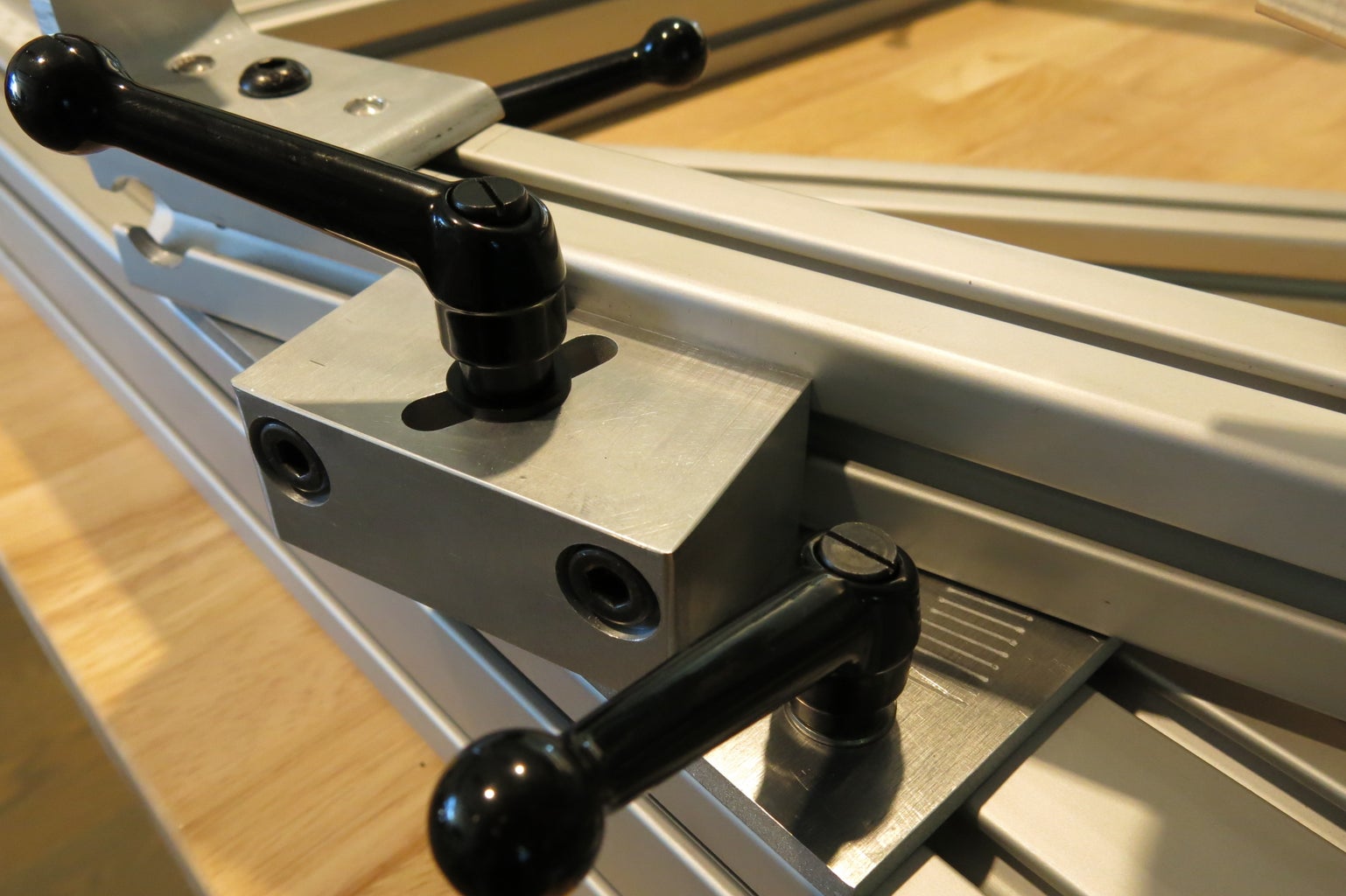
Step 3: Dummy Axle Block















I made this piece with a scrap piece of Aluminum stock that was lying around. It is 1.25" thick and 80mm x 100mm. I squared it up with an end mill on the Bridgeport. Drilled two through holes for 8mm hardware (I used a .316" drill bit). These two holes need to be centered on the block and 40mm apart (to match the channel spacing). I ordered 1/4" stainless dowel pins from McMaster. I used these throughout the jig for keeping the various parts alighted in the 80/20 channels. I drilled 4 holes in the dummy axle block for these pins. I used a .312" drill bit for the dowels. This dimension seems tight enough that they don't fall out once you press them in but not too small. These 4 holes need to be in the same line as the 2 hardware holes so they line up with the channels. The holes only need to go part of the way in to the piece. I drilled them in 1/2 the length of the dowel pins.
After the four holes were in I got the block ready for the dummy axle. I mounted the axle block vertically in the mill vise and used a 1/2" end mill (the diameter of the center part of the dummy axle) to mill out a grove for the axle to sit in. I then flipped the block back to a flat position in the vise and milled either side to give the clearance necessary for the dummy axle. See photo descriptions to make this clearer.
I bought a compact holding handle from McMaster to hold the dummy axle in place. I wanted something that could be quickly opened and closed. To mount I simply drilled four holes (used a size 30 drill to be tapped for M4 machine screws) and screwed it to the plate. You may have to make some modifications to the holding handle so that the clearance is right for the dummy axle. In my case I sanded the rubber part that touches the dummy axle down a bit as the handle was designed for 0 offset from the surface it is bolted to.
Step 4: Dummy Axle Support






















The purpose of this piece is to securely hold the dummy axle holding block at the centerline of the bike frame. I used both 80 - 80 and 80 - 40 extrusions for this piece. The Arctos jig uses blocks of solid aluminum for the top and bottom pieces but like Alex Wetmore I didn’t want to drill super deep holes. So, like Alex, I used the 80 - 40 because it has a hollow center. After lots of thinking I decided to place the centerline of my jig 105mm from the face of the spine. This offered enough clearance to get a torch in and worked with the 3” angle aluminum I bought for the cone brackets discussed later. See my centerline CAD file for detailed drawing of this layout.
The length of the two pieces of 80 - 40 are based on this centerline distance. In my case they are 58mm and 131.75mm. I rough cut these with room to spare first. After this assembly was put together I used the Bridgeport and end mills to make sure the surface of these pieces were square, equal and of the exact length I needed them to be.
The length of the 80 - 80 is based on BB drop. This is a design factor in frame building and a measurement used to set up my jig. If you only want to build bikes with BB drop (most bikes) and aren’t building bikes with BB rise (BMX bikes) like me than this piece need only extend as low as the BB shell center. I go in to the BB assembly later but in my design its center sits 150mm below the base of the main spine.
The top piece of 80 - 40 gets drilled in a similar way to the vertical spine but with no special hardware. It gets bolted directly to the 80 - 80. Line up the four holes with the holes in the top of the 80 - 80 but inset from the front face by the thickness of your 1/4” stock (~7mm in my case). This time the holes are for M8 bolts and must be more accurate than the tool access holes. I used the Bridgeport. Countersink the holes with an end mill for the bolts to sit in. Also tap the holes on either side of this piece of 80 - 40 (wait to do this on the back side until you have assembled and milled this surface.
Tap the holes in the top of the 80 - 80 (M8 1.25), ensure it is square.
Cut out and drill (or in my case, water jet) the 1/4” plates. One for the front of the top piece of 80 - 40 and one for the back of the whole assembly (see cad files).
I also inlayed a measuring tape on this piece. It is used to set up Bottom Bracket drop. It is measuring the distance the axle is above the fixed location of the BB (or how far below the axle line the BB is). To achieve this you put the "0" on the measuring tape at the same distance below the spine as the BB center is (150mm in my case). The caveat is that you need to offset the tape slightly so that the reading you get looking at the base of the dummy axle block is actually the location of the dummy axle. Simply measure the distance from the center of the dummy axle and the edge of the dummy axle block. Move the tape down this amount.
Step 5: Seat Tube Assembly




















Perhaps the most difficult part to design and build is the pivot assembly for the seat tube support. The difficult but critical element is that the BB stays at the same location when the seat tube angle is changed. In other words the center of the Bottom Bracket needs to be the pivot point for the seat tube support. The reason you want the BB center at a fixed location is so that you can use it as a reference point for setting up the jig. The measuring tape installed on the dummy axle support and the vertical spine measure distances above this point.
Fixing this point as the pivot could be done with a arm that extends down from the main spine and supports the BB assembly at its center. However, I chose to use the “floating pivot” design similar to the one used on the Arctos jig. This design uses pins riding in a track such that the BB assembly is the center of rotation yet it is not directly fixed to anything. To achieve this I designed the channel in the mounting plate and the channel in the pivot block to share the same center point. This center point is the center of the BB. I chose to have the BB center 150mm below the base of the main spine. This allowed for the BB drop range that I wanted yet kept the BB close enough to the spine and mounting plate such that it could be securely locked in place (remember BB drop is actually achieved by raising and lowering the dummy axle not adjusting the actual BB height). The further the pivot from the mount the more play you will likely get in the assembly, keep it close. After lots of prototyping and design changes I settled on something that worked. I cut out the mounting plate from 1/4” 6061 using a water jet. This part needs to be accurately machined (CNC). The arc location and radius is critical. After cutting it out I tapped the hole for the handle (M8 x 1.25) and pressed in 3 pins in to the pin holes. The pivot block is cut from 1 1/4” 6061 using the water jet as well. I used the water jet to etch little “+” marks on the block to indicate where the pin location would go. The pin location is critical to the “floating pivot”. After cutting it out I cleaned it up a bit with sandpaper and drilled the holes for the pins (remember their location is critical, a CNC mill would have been a better way to make the block than the water jet but I didn’t have time to learn how to use one). I later discovered that the surface of the 80/20 is not flat. There is a angle down to the channel from the edges. When I mounted my pivot block, because it is only 1 1/4” thick, it sat at an angle on the support. To solve this you could make your mounting block out of a thicker piece of aluminum. Or you can do as I did and make little support pieces. I put the block in the mill and milled out grove for support pieces that would span the full width of the support piece… You need to drill two mounting holes for attaching this block to the seat tube support. I did this on the Bridgeport. The holes need to be 20mm from the face of the block that will rest against the mounting plate so that they line up with the channel in the ST support. I counter sunk these holes for aesthetics. At this point you can permanently mount the block to the support. Because the BB assembly can be slid up and down a bit you don’t need to be terribly accurate in the location of the block on the support. Look at the plans for the BB assembly and you will get an idea for how much play there is. Remember the important distance is from the center of the channels to the center of the BB. Look at the CAD files for this dimension. Perhaps it is best to skip forward and build the BB assembly and then come back to this last step on the ST sub assembly.
Mount the block to the support, correct location? The critical distance is from BB center to centerline of the channel. When you secure it to the support make sure it is dropping slightly below the support. In other words once it is attached if you lay the block-support sub assembly flat on a table the support should not quite touch the table only the block. I did this so that I could ensure they were perfectly flush. To do this I put the sub assembly in the mill and slowly milled down the block until it was exactly flush and parallel with the support. Once the support-block sub assembly and the mounting plate are done you can connect them. The mounting plate gets three handles connect to t nuts on the main spine. The block-support sub assembly gets mounted with one handle threaded in to the tapped hole on the mounting plate. See my CAD files for details of this components used in the seat tube assembly.
Attachments

Step 6: Bottom Bracket Assembly

















The BB assembly is fairly straight forward. I used a 1/4” back plate (cut out on the water jet) to mount the assembly to the jig with two bolts/t-nuts. I turned three different parts on the lathe. One is a simple cylinder for holding the support rod (5/8” steel rod). The other two are “cones” for supporting the bb shell. I designed this assembly to work with 73mm and 68mm wide BBs. To adjust the BB shell width you slide the lock collars that are mounted tot he 5/8” rod. Make sure the center of the BB shell lines up with the centerline of frame.
To secure the cylinder that holds the 5/8” rod to the back plate I drilled and tapped the back of it. I drilled corresponding holes in the back plate and screwed them together. I also drilled and tapped the cylinder for small set screws. These will hold the rod securely perpendicular to the ST support. The cones are held in place on the rod with locking collars from McMaster.
The big mistake I discovered once I started building with this jig was that I made the BB cones out of aluminum. The tight fit of the steel BB shell on to the big cone causes issues once you start heating. The aluminum expands differently than steel and gets really stuck in the BB shell. I need to make new cones out of steel.
Mount the BB assembly to the ST assembly at the correct position (distance from BB center to channels in the ST assembly, see drawings).
If you are planning on making the Tandem attachment, make two of these assemblies.
Step 7: Head Tube Assembly
















The head tube assembly is similar to the seat tube assembly except that it has a fixed pivot instead of a floating one. The pivot should be located directly under the bottom of the head tube. My design accounts for two of the common head tube diameters 1" and 1 1/8". The different diameters will cause the head tube to sit in different places on the support cone, you must move the support cone to adapt to the two sizes.
Like the seat tube assembly; water jet the mounting plate, water jet the pivot block, drill the mounting holes (20mm in), clean up the block, counter sink the holes, slot the block for the support piece, mill the surface parallel/flush to the support 80/20, mount the pivot block.
The fixed pivot was created using a pice of a bolt and some set screws. I cut the threaded shank of an M8 bolt off so I just had an unthreaded rod with a cap at the end. I used a grinder to grind this cap down to make it thin. The idea is the pin cap will be inset in to the base plate and protrude out the top. The 80/20 will side on to the this pin and set screws will hold it in place. This pivot is located directly under the base of the head tube. The placement of the pin isn't important just move the cone in to the right position. In my case I make a score mark on the 80/20 to indicate the two location of the cone (1" and 1 1/8").
Attachments
Step 8: Cones and L Brackets







Based on my centerline offset of 58mm I needed angle aluminum that was long enough to support a cone with its center that far from the support 80/20. 3" x 1/4" aluminum works great, I ordered from McMaster. The L bracket part is simple. I made them 40mm wide to match the with of the 80/20. Each bracket gets four holes drilled in it, all in the centerline. One hole 58mm from the outside corner to be tapped for the M8 x 1.25 hardware that will hold the cone in place. This is the only hole on one side. The other side gets three holes. The two outermost holes are for the M8 dowel pins, I used a .312" drill bit for these pins. The last hole is for the adjustment handle to go through (I used a .316" drill bit).
Tap the hole that needs to be tapped. and press the pins in to the pin holes. Now for the cones. The cones don't need to be complicated. As long as the larger diameter of the cone is bigger than the biggest internal diameter tube you want to hold and the smaller diameter of the cone is smaller than the smallest internal diameter tube you want to hold, they will work. I made two different sizes one that will work with 1" and 1 1/4" head tubes and one that will work with 27.2mm - 31.8mm internal seat tube diameters. I center drilled them for M8 hardware (.316"). I later decided to countersink the holes for looks.I also used the lathe to turn some cones for the BB assembly. I ended up making two different kinds. One was a cone very similar to the ones I made for the HT and ST but larger (1.5" large diameter, 1.25" small diameter). The other was more of a cylinder than a cone. I used a smaller diameter of 1.375" and a lip with a diameter of 1.5". The 1.375" part of the cylinder snugly fits the BB shell. This is the one that caused problems with expanding and will hopefully work better out of steel. For the BB shell cones I drilled a 5/8" hole so they would slide over the steel rod on the BB assembly.
Step 9: Tandem Attachment
The tandem attachment was a simple idea I had. I wanted to have a somewhat small jig that I could make tandem frames on. Why not use the standard jig to make the front triangle of the tandem. Then, using a special addition to the jig, move the front triangle forward. Mount the front BB shell in to the additional BB shell mount. The original HT mount now becomes the front ST mount and the front triangle just protrudes from the jig. Then you could make the rear part of the tandem. This is not going to be the most accurate way to build a tandem but it certainly is simple. I have not yet tested it but I hope to soon.
Building the attachment was simple. I cut an extra piece of 40-40 80/20. Using special hardware I bought on McMaster you can attach this assembly to the base of the HT support (first remove the bottom HT support cone/L bracket). The hardware requires that you drill holes in the HT support and the tandem support. Measure the hardware to determine the right diameter hole. The base of the tandem support gets another, identical, BB assembly (see the BB assembly step). Pretty simple! Once you install the tandem support you need to slide the HT support plate up unit the tandem BB is at exactly the same height as the main one. You should be able to use the tape measure on the vertical spine to set this.
(photos coming soon)
Step 10: Using the Jig





The way I use the jig you need two measurements from your drawing to set it up; Head Tube height (measured vertical distance from BB center to the bottom of the center of the HT) and Bottom bracket drop the rest is slid in to place based on tube miters that I make accurately on a mill.
This was long instructable that covers a lot of details, I am sure I missed some. Be sure to look through all the photos and read all the photo descriptions. Leave comments, send me a message and I can add information and fill in any details I missed. Thanks!







