

Introduction: CNC Router Operation





What You'll Need
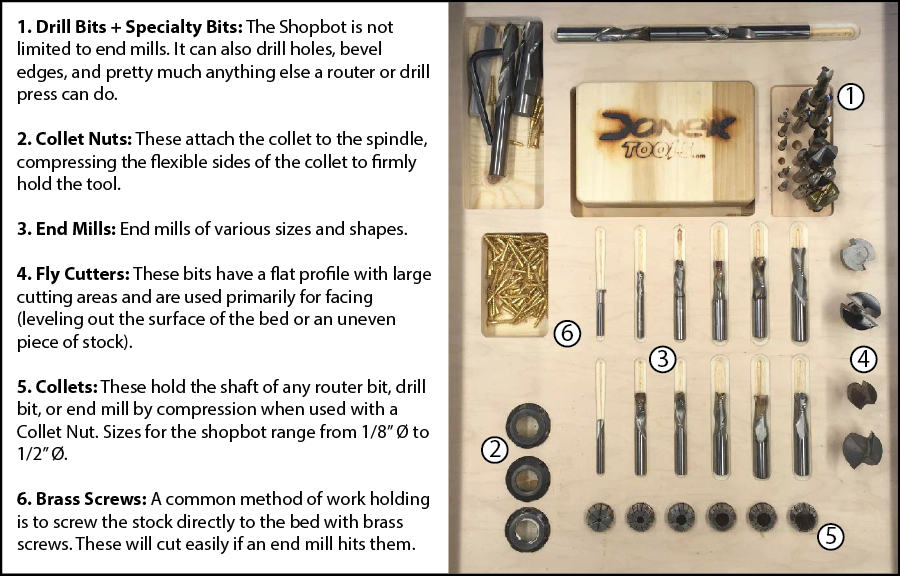
- CNC Router (I'll be demonstrating on a Shopbot)
- End mills or router bits
- Collet wrenches
- Collets
- Workholding tools and equipment
General Safety
- Long hair should be tied back and dangling jewelry should be removed before operating any spinning machinery such as the ShopBot. Gloves should also be removed, since they may catch on the spinning tool or spindle.
- Always wear safety glasses.
- Ear protection is highly recommended.
- Never leave the machine running unattended, even during operations that may take hours to run.
- Take light cuts and take them slowly. Cutting too deeply or hard creates a poor surface finish and may break your tool or wreck your material.
- Keep near the EStop button in order to turn off the machine quickly.
Step 1: Tools
Shopbot Setup / Dust Collection

Tools and Tool Holding
Work Holding

Step 2: CNC Router General Info
Carbide 3D Shapeoko

Carbide 3D makes the "most powerful, most hackable, most complete" CNC machine in its class. This is a simple kit which you assemble yourself in about an hour. The machine must be plugged into a Mac or PC in order to run. All versions come with either a 1.25 HP Dewalt spindle or a Makita spindle. Fusion 360 includes a post-processor for these machines, so it's easy to make toolpaths and run them on the machine with good results. It's got a 3" Z travel, which is respectable for a machine of this size.
It comes in 3 versions:
Shapeoko 3

- Cutting area: 16"x16”
- Footprint: 28-1/2”W x 24”L x 16”H
- Weight: 70 lbs
- Price: Starting at $1099
Shapeoko XL

- Cutting area: 16x33”
- Footprint: 45”W x 24”L x 16”H
- Weight: 100 lbs
- Price: Starting at $1499
Shapeoko XXL

- Cutting area: 33x33”
- Footprint: 45”W x 40-1/2”L x 16”H
- Weight: 145 lbs
- Price: Starting at $1699
Inventables X-Carve
The Inventables X-Carve is a great choice for makers with limited space and a limited budget. It comes in 500 X 500 mm (19.5 X 19.5 in), 750 X 750 mm (29.5 X 29.5 in), and 1000 X 1000 mm (39 X 39 in) for $1,200, $1,350, and $1,460 respectively.
All models use a Dewalt router (which is easy replaceable) as the spindle and have a 65 mm (2.5 in) Z depth which is more than enough for flat pack projects and relief sculptures.
The company claims a .075mm - .13mm accuracy resolution, which is really impressive considering the price.
In short, if I were to own my own machine I would get the 1000 X 1000 version. You can do a lot with 39" of width, and you can cut longer sheets if you properly index and move the panels as demonstrated in this video.


Shopbot Alpha
For this class, I'll be using the ShopBot Alpha to demonstrate the work in the lessons. The ShopBot is a Computer Numerical Control router capable of cutting 2D and 3D shapes in wood, foam, plastic, some non-ferrous metals, and a variety of other materials. The ShopBot CNC machine I'm using in the lesson is considered full-size and can handle 4’x8’ sheet goods. It is a PRSAlpha 96 48 equipped with Z-axis travel of 12” and a 24,000 RPM, 3 horsepower Colombo spindle.
This machine can be found in marker-spaces worldwide such as Techshop.

Step 3: Coordinate System

Coordinate System
Right Hand Rule: To be sure which axis is which, just follow the "right hand rule". With your right hand, make an L shape with you thumb and forefinger, then point your middle finger up. The axes are X, Y, and Z counting down from your thumb. Remember that Z should be up.

Like other digital fabrication tools, there’s a cartesian coordinate system with three axes - X,Y,and Z - associated with the machine. On the Shopbot, the long axis is the X-axis, the shorter is the Y-axis, and the up and down is the Z-axis. On the X-Carve, X is perpendicular to the controller case, making the origin on the lower left of the table.
A CNC machine cannot be successfully operated without an understanding of how coordinate systems are defined in CAM and CNC machines and how the systems work together. If you want to know more, please review Chapter 4 Coordinate Systems in the CNC Handbook at cam.autodesk.com.
We set up our coordinate system in the previous lesson to be consistent with that of the Shopbot.
Step 4: Work Holding
There are lots of different ways to hold stock on a CNC mill.
Vacuum tables, for example,have holes or a porous sheet of LDF on the bed and use a vacuum pump to suck the stock down to the table. These are great for cutting large stock, but are extremely loud in my experience. Stock must have a more or less perfectly smooth face to be sucked down to the table, and plastic sheets must be used to cover the rest of the space in order for proper suction to occur.
Some shops do direct screwing with brass screws or nail into the table with a composite nailer as mentioned above. This is fast and effective, but the table will get trashed very quickly and will need to be replaced and resurfaced.
Threaded Insert System
The X-Carve comes with a pre-drilled spoiler board into which you drive threaded inserts.
In our shop, the table has a similar system with over 600 gridded holes, with threaded metal inserts. Nylon shoulder bolts are screwed into the inserts to hold materials, and wooden hold-down blocks with slots milled into them make it easy to hold stock of any size.
9/16" Ø holes are drilled by the Shopbot on a 4" X 4" grid, and 1/4"-20 thread size threaded inserts are screwed into the holes. 1/4"-20 nylon bolts are used to screw into the threaded inserts in conjunction with slotted blocks.



Using the Hold Downs
On one side, bolt down a registration block to ensure the stock is properly aligned with the Shopbot Axes. Then use hold downs on the other three sides to keep your material from pulling up.
- Put your material down on the Shopbot table. On one side, choose two holes near the material that are a few inches apart. Blow debris out with compressed air.
- Place a hold down block flat on the table, with the long edge flush against your material. Then screw the hold down block to the table with two nylon bolts, starting by hand and tightening with a wrench. Be careful not to overtighten more than ¼ turn so you don’t destroy the threads.
- Gather a few scrap blocks of your material or another material that is the same thickness. You can also use extra hold downs if your material is 0.5” thick. You will use these blocks to balance the back end of your hold downs when they’re placed over your material, ensuring that they’re applying force evenly.
- Choose where to place your hold downs—at least one on each of three sides and spaced at 3’ intervals—and then blow debris out of holes between your material and the scrap blocks. Screw a nylon bolt through each hold down and tighten with a wrench.
Rules of Thumb
- Avoid cutting into the table. Skimming off 1/32" to ensure a full depth cut is generally fine.
- Do not screw or nail into the table. There is no need given our work holding system.
- Before securing your material to the table, use calipers to measure its thickness. this will be important when setting the work home Z height.
Holding Full Sheets
Full sheets (4' X 8') cannot be used with the threaded insert system because they cover the entire bed. For full sheets, use clamps around the edges to hold down the stock.
We use adjustable spring clamps in our shop because they only cover about 3/4" of the stock around the edge of the table. Trigger clamps also work well, but they cover more of the stock around the edges, leaving less usable space on the sheet. Here's how it works:
- Square the panel to the ShopBot table.
- Use clamps to hold each corner and side of the panel. Use a minimum of 8 clamps - one at each corner and one on each long edge.
- For sheets that are cupped or bowed, place the belly of the sheet down so the edges lift up from the table.


Step 5: Tool Interface and Software
From this point on, I'll be using the Shopbot Alpha to demonstrate CNC operation.
Safety First

CNC routers may do unexpected things! There are two ways to stop the Shopbot quickly.
SPACEBAR: Pressing the spacebar will pause the gantry and apply the brake to the spindle. The spacebar will not cause the machine to lose its location, and the machine can be easily restarted. This is the preferred way to stop the machine.
EMERGENCY STOP: There are two Emergency Stop (E-stop) buttons on the machine. Using the E-stop will stop gantry movement. The spindle will lose power, but the brake will not be applied, so it will keep spinning for a few minutes. The machine will also lose its known position, so you will need to reset home and restart your job.
The Shopbot is controlled by a PC that is permanently plugged into the machine as it runs a toolpath. The Shopbot control software can run toolpaths, move the gantry manually, home the axes, run surfacing operations, and simulate tool paths among other things.
Machine Startup
- Turn on the computer.
- The computer will be plugged into the shopbot via an ethernet cable if it was setup using standard Shopbot instructions.
- Turn on the ShopBot.
- On the side of the machine, rotate the red switch clockwise to the ON position.

- Open the ShopBot 3 Software.
- Launch ShopBot: the software that controls the machine.
- A popup window (STOP Button is ON!) will appear, even if no E-stop is pressed.
- Check and reset both E-stop buttons by turning them clockwise.
- Click OK.

Command Console and Position

There are two windows that control the ShopBot: Command Console and the Position dialog box.
Command Console:
The window in the center, the Command Console, has standard drop down menus that contain commands. You can also enter individual commands to move the tool or run a part file. When the part file is running, this winow will scroll through the G-code./
Position Dialog Box:
The red Position dialog box on the right side of the machine displays X, Y, & Z coordinates and icons that set up and run the machine.
Tip: Hover your mouse over the icons for descriptions.
Setting Machine X, Y Home
In order to cut a part, you have to set the starting point of the tool path. When the Shopbot is turned on again, the computer will assume that the gantry is in the same position it was in before it was switched off. That means if the gantry was moved by hand (to remove stock, for example) while the machine was off, the X and Y home will be way off.
To avoid errors, always home the machine at the beginning of a job. Our machine has proximity (prox) switches, so it can be homed automatically through the Command console. Once the global home is set, you've got a reference for establishing for setting your tool path home.
- Reset the stepper motors
- Press the blue Reset button on the pendant.
- Do not move the gantry by hand when the control box is ON.

- Machine Home X, Y
- Ensure the bed and rails are clear—the Shopbot is about to move
- Click Cuts in the top menu and then choose Home X Y Axes Using Prox Switches (keyboard shortcut C3)
- After Shopbot moves to home location, you'll get a warning dialog box. Click OK to proceed.
No Prox Switches?
If your machine doesn't have prox switches, there's an easy way to set the X and Y home. With the power off, move the spindle to the hard stops on the X and Y rails, then turn the machine on and set the X and Y home manually.
Step 6: Tool Changing
With the machine homed, it will already be in a good position to change or insert an end mill. This part is easy but there are a few important things to consider.
Dust Shroud
We have a dust shroud installed on our Shopbot. To access the spindle, use the Allen key on the bolt near the top of the spindle to lower the dust collector shroud so you can access the spindle.

Tool Insertion
It's very important to ensure that the end mill is inserted into the collet at the proper depth. The flutes must be completely exposed to avoid clogging, but the shaft must have the maximum possible length inserted into the collet to avoid dislodging.


To insert a tool, first insert the collet into the collet nut, then screw it onto the spindle end a couple of turns. Don't go too tight or it will be to hard to get an end mill inserted.

Next, insert the end mill to the proper depth, then tighten the nut against the spindle. Don't go too tight! If the collet it too tight you risk damaging the spindle threads and making it very difficult to remove the nut later.
A good rule of thumb is to position the wrenches so that they're next to each other, then tighten using one hand. This will ensure the proper tightness on the threads.

Step 7: Job Homing and Z-Zero



Now that the tool is inserted, it's time to set up the tool path home and Z axis zero height. The image above shows an example of where the stock may be located in relation to the machine home and table corner.
- MACHINE HOME: This is the absolute limit of the gantry on the X and Y axes. We established this previously using either proximity switches or hard stops.
- SPOILER BOARD (TABLE) CORNER: On our Shopbot, the table is offset from the machine home by less than 2 inches in each dimension. On some machines, the table is perfectly aligned with the machine home.
- STOCK ORIGIN: The stock to be cut can be any size that will fit within the table boundary (48 " X 96" in our case). Depending on the placement, the origin point of the stock must be set manually. In the case of a 4'X8' sheet, the table corner and stock origin should be the same.
- SAFE CUTTING AREA: This must be considered when laying out the parts to be cut before tool paths are made. A 1" wide margin around the edges is usually enough to allow for the tool to cut without crashing into work holding.
Home X + Y (Set Stock Origin)
To set the stock origin, move the spindle up in the Z axis to avoid crashing, then use the keypad to move the spindle in the X and Y dimensions in order to align the end mill tip with the origin point of the stock already fixed to the table.


Make a note of the X and Y position in the keypad. These numbers tell you where the spindle is in relation to the machine home. If something goes wrong with your job and you have to shut down the machine in the middle of a job, you'll be able to re-home the machine, then manually enter the values you recorded for X and Y location. This will allow you to continue the job without wasting the stock that was partially cut.
You won't be able to line it up exactly with the corner by eye-balling an end mill, but it will be close enough for a flat-pack project with a 1"+ margin around the edges of the stock.
Click on Zero Axes and check X-Axis and Y-Axis in the list, and the keypad will now read X=0 and Y=0.

Air Pass
To ensure that you’ve placed your Work Coordinate System correctly and to verify your program, conduct an air pass before actually cutting your part. With the Z set well above the top of the stock, you'll be able to follow the toolpath to ensure that it's oriented properly and doesn't have any catastrophic errors.
SET AIR PASS Z-ZERO
- Raise the spindle to a level about 4-5 inches above your stock, so it won’t collide with the stock during the air pass.
- Click Zero Axes in the Keypad dialogue.
- Make sure that Z is checked.
- X and Y must not be checked.
- The dialogue box will confirm that Z has been set to 0.
- Close yellow control pad.
LOAD PART FILE
- Insert the key that’s attached to the spindle wrench into the machine, and turn it to enable the spindle.
- Click Cut Part in the Position Dialogue.
- Find and load your .sbp file.
- Click Start in the Position Dialogue.
- The machine will run through a few lines of code, and then a dialogue box will come up reminding you to start the spindle. The spindle does not automatically start: -Do NOT press OK yet.
- Press the Reset button on the pendant and press the Start button on the pendant to start the spindle
- Turn on the dust collector if you have one.
- Click OK in the dialogue box to start cutting.
Watch the machine for about 1 pass to make sure the X and Y movements are what you expect. Even with a lot of experience, it's a common mistake to switch the X and Y axes in the tool path. An air pass is the best way to ensure you didn't make a mistake like this.
<
Zero Z Axis
Setting the top of your workpiece to Z Zero and entering the exact thickness in the CAM software will prevent cutting the table with your end mill. Use calipers to measure your exact material thickness, and ensure your stock in your CAM file is updated.
ZEROING WITH A ZERO PLATE
Some CNC routers are equipped with a zero plate. This is conductive metal plate with a thickness that's programmed into the machine's computer. You can run a command that will move the tool down until it touches the plate, then the software will automatically subtract the plate thickness and give you an exact Z height.
- Jog the spindle over your workpiece.
- Set the zero plate directly under the end mill.
- Attach the ground clamp to the standoff on the spindle.
- Close yellow control pad.
- Click Cuts in the top menu and then choose Zero Z Axis with Zero Plate. (keyboard shortcut C2)
- Press enter when ready to zero.
- When done with the z plate remove the ground clamp and zero plate.


ZEROING MANUALLY
I you don't have a zero plate, you'll have to zero manually. To do this, just put a piece of paper down on the top of the stock, then nudge the spindle down until it touches it. You should be able to move the paper but feel a little resistance on it. This should give you a zero that's close enough to perfect that your toolpath will give you the results you want.
Step 8: Run Toolpath
Now that your machine is zeroed in all 3 axes and you've done an air pass, it's safe to run your toolpath and cut out the parts.
Load Part File
Go back to the LOAD PART FILE instructions above and repeat those steps. Remember to pay attention and keep the E-Stop at the ready incase something goes wrong.

Possible Problems
Always stay close to the machine with the E-Stop button at the ready. Here are some common problems that can occur while a part is running.
- G-Code Error: It's rare, but sometimes the code will have an error. In some cases, this can cause the tool to dive into the bed when it travels from one profile to the next instead of going up like it's supposed to. You'll know this error when you see it (or rather hear it). This isn't usually dangerous, but it can cut a nasty gouge in your table.
- Solution: Go back to the Fusion CAM environment and check the tool path preview again. You may have missed the fact the one of the yellow traverse lines went through the material. Usually in this case it's best to just redo the toopath.
- Dislodged tool: If the collet wasn't tight enough, the end mill is likely to shift down in the collet. This can gouge your table and even send the end mill flying, with is dangerous.
- Solution: Reset the end mill in the collet with the proper depth, then tighten the nut a bit tighter this time. You'll have to re-zero the Z axis.
Step 9: Assembly
Step 10: Finished Product

If you made a CAM setup for the chair file, you can make a whole dining set!
If you stayed with us the whole way through, you've learned enough about CNC to get going on your own projects. Remember that this kind of work takes lots of practice and you'll probably make a lot of mistakes the first several times you make projects.
Stick with it, keep practicing, and pay close attention at every step. Keep experimenting, and you'll get more comfortable every time you use the machine.







